

Laminage à froid
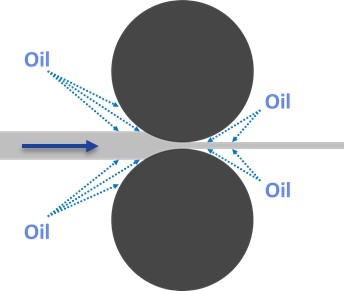 Le but du laminage à froid de la bande métallique est de réduire son épaisseur et d’améliorer la qualité de sa surface. Il s’agit d’un processus de déformation sous des forces élevées, générant beaucoup de chaleur. Un fluide de refroidissement tel qu’une huile pure ou une émulsion est utilisé pour éliminer cette chaleur de la bande et des cylindres. De plus, il est nécessaire de contrôler la friction entre les cylindres de travail et la bande, et notamment, pour des exigences de surface de haute qualité, une huile de laminage à froid pure est utilisée comme lubrifiant et fluide de refroidissement.
Le but du laminage à froid de la bande métallique est de réduire son épaisseur et d’améliorer la qualité de sa surface. Il s’agit d’un processus de déformation sous des forces élevées, générant beaucoup de chaleur. Un fluide de refroidissement tel qu’une huile pure ou une émulsion est utilisé pour éliminer cette chaleur de la bande et des cylindres. De plus, il est nécessaire de contrôler la friction entre les cylindres de travail et la bande, et notamment, pour des exigences de surface de haute qualité, une huile de laminage à froid pure est utilisée comme lubrifiant et fluide de refroidissement.
Viscosité
Au cours du processus de laminage, différentes viscosités d’huile de laminage à froid peuvent être utilisées. La viscosité est une propriété physique de l’huile de laminage à froid et décrit la résistance à l’écoulement d’un fluide. Un fluide comme l’eau a une faible viscosité car il s’écoule très facilement, tandis que par exemple, le miel ou le sirop est plus épais, s’écoule lentement et a donc une viscosité élevée. Afin de comprendre l’importance de la viscosité de l’huile de laminage à froid, une compréhension de base de la courbe de Stribeck est utile.
La courbe de Stribeck expiquée
La courbe de Stribeck montre la relation entre la viscosité, la vitesse et la charge sur les axes des x par rapport au coefficient de friction µ sur les axes des y. Une valeur élevée du coefficient de friction µ signifie une haute friction entre les deux surfaces en contact, par exemple entre le cylindre de travail et la bande métallique. Une forte friction peut entraîner la micro-soudure des surfaces en contact, des défauts de surface, une forte chaleur et une consommation d’énergie accrue.
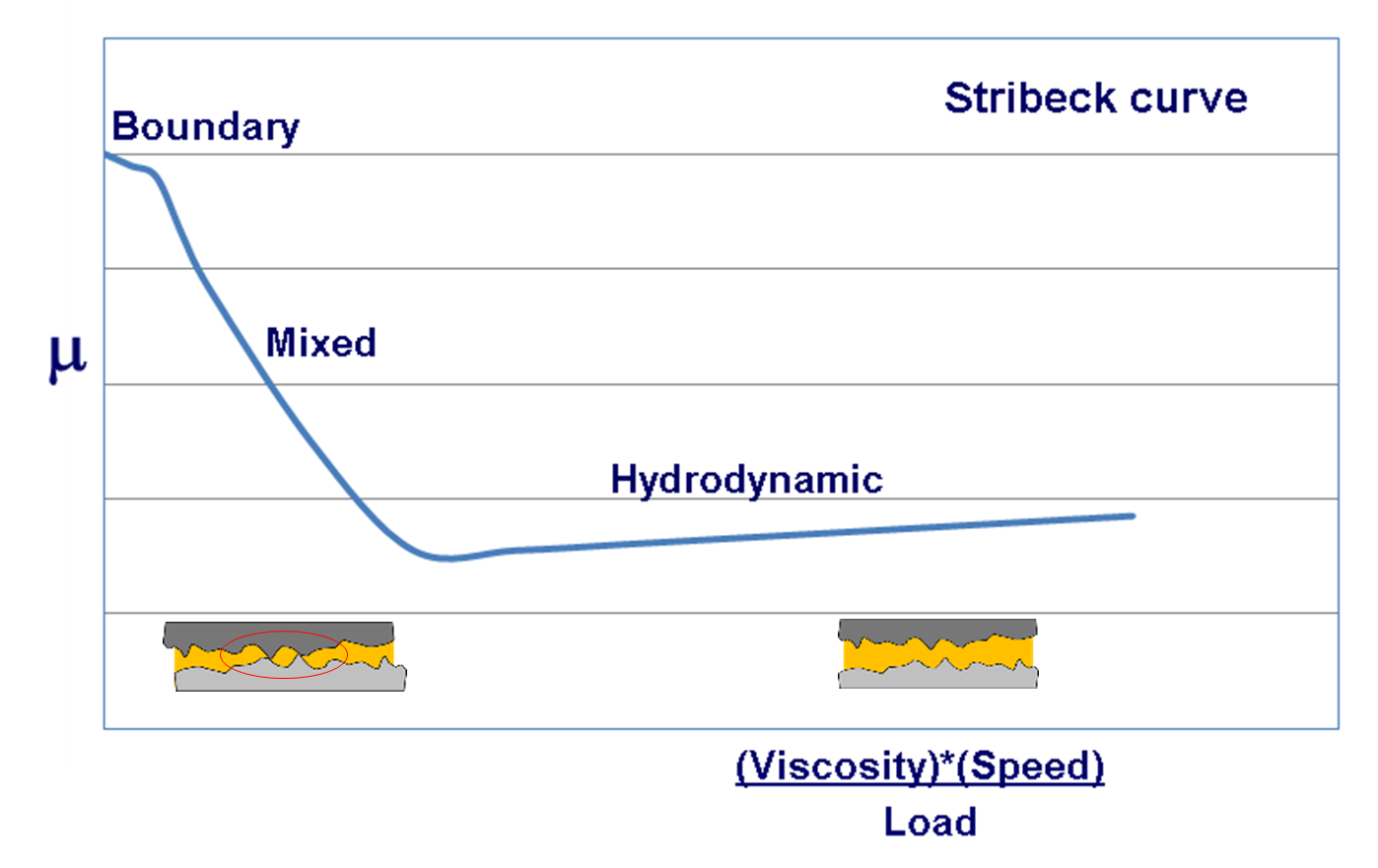
Typiquement, dans le processus de laminage à froid, la région de friction mixte est souhaitée. Dans cette région de friction mixte, une quantité souhaitée de contact métal-métal entre le cylindre de travail et la bande se produit. Ce contact métal-métal est nécessaire pour transférer la force du cylindre à la bande afin de réduire son épaisseur. De plus, le contact métal-métal est nécessaire pour des changements de rugosité de surface (optimisation de la brillance) et donne la prise souhaitée pour déplacer la bande à travers le laminoir à froid.
La plus faible friction est obtenue en évitant simplement le contact métal-métal et en entrant ainsi dans la région hydrodynamique. Dans la région hydrodynamique, les deux surfaces en contact sont séparées par un film d’huile (mince).
La relation entre la viscosité, la vitesse et la charge sur le coefficient de friction peut être clarifiée avec le principe de l’aquaplanage d’une voiture. Sous des conditions de forte pluie, une voiture lourde avec de petits pneus qui roule lentement aura assez d’adhérence. En revanche, une conduite rapide avec une voiture légère et des pneus larges peut risquer sérieusement l’aquaplanage. La voiture lourde avec des petits pneus exerce une charge élevée (du côté gauche de la courbe de Stribeck, contact surface-surface). La diminution du poids (Charge) de la voiture et/ou l’augmentation de la vitesse (Vitesse) déplace la situation vers la droite, et dans la région hydrodynamique où un film se forme entre le pneu et la surface de la route (aquaplanage), entraînant une très faible friction et aucune adhérence. L’augmentation de la viscosité a le même effet qu’une augmentation de la vitesse, car le fluide ne peut pas s’écouler assez rapidement pour éviter la formation du film d’huile. De ce point de vue, le laminage à froid est similaire à la conduite d’une voiture et l’adhérence est nécessaire.
Viscosité de l’huile de laminage à froid
Revenons au processus de laminage à froid, la viscosité requise de l’huile de laminage à froid dépend des conditions de laminage. Lorsque le processus de laminage à froid est opéré à basse vitesse avec des forces de cylindrage élevées, la viscosité n’est pas aussi critique. Cependant, à des vitesses plus élevées, la viscosité devient très importante. Divers laminoirs à froid fonctionnent à des vitesses de 600 à 800 mètres/min et peuvent même accélérer jusqu’à 1000 mètres/min, et la viscosité de l’huile de laminage à froid devient extrêmement importante pour éviter le glissement.
Un autre avantage est qu’une huile de laminage à froid de plus faible viscosité peut être essuyée plus facilement qu’une huile de laminage à froid plus épaisse, et donc moins d’huile reste sur la bande. Cela a un effet positif sur la réduction de la consommation d’huile, l’enroulement des bobines et les traitements ultérieurs tels que le dégraissage ou le recuit. Dans l’étape de recuit, non seulement la quantité d’huile sur la bande est importante, mais aussi la facilité d’évaporation. Une huile de laminage à froid de faible viscosité s’évapore plus facilement qu’une huile de laminage à froid de haute viscosité, ce qui est un avantage dans le recuit.
Évidemment, la viscosité choisie dépend également des exigences du fabricant d’équipement d’origine (OEM) du laminoir, ainsi que des conditions de laminage à froid réalisables et de leur optimisation. Les caractéristiques de l’huile de laminage à froid sont un paramètre important dans l’ensemble du processus de laminage à froid.
Remarques
Q8Oils travaille en étroite collaboration avec les clients pour améliorer leur processus de laminage à froid avec des compositions d’huile personnalisées. Une partie importante des améliorations réside dans la compréhension correcte des laminoirs à froid, des paramètres opérationnels et des autres étapes du processus.
Contactez-nous pour plus d’informations sur le laminage à froid et les produits Q8Oils.

 (1)")











")
")
")
")





































 on screen with website. Focus on center-left of phone display.")













































































































































")



















































