

Le laminage à froid des bandes métalliques a pour but de réduire l’épaisseur et d’obtenir la qualité de surface souhaitée. La réduction de l’épaisseur est un processus de déformation sous l’effet de forces élevées qui génèrent de la chaleur. Un fluide de refroidissement est utilisé pour éliminer cette chaleur de la bande et des cylindres. En outre, le frottement entre les cylindres de travail et la bande doit être contrôlé et, en particulier pour les exigences de surface de haute qualité, une huile de laminage à froid pure est utilisée comme fluide de lubrification et de refroidissement.
Morsure de rouleau
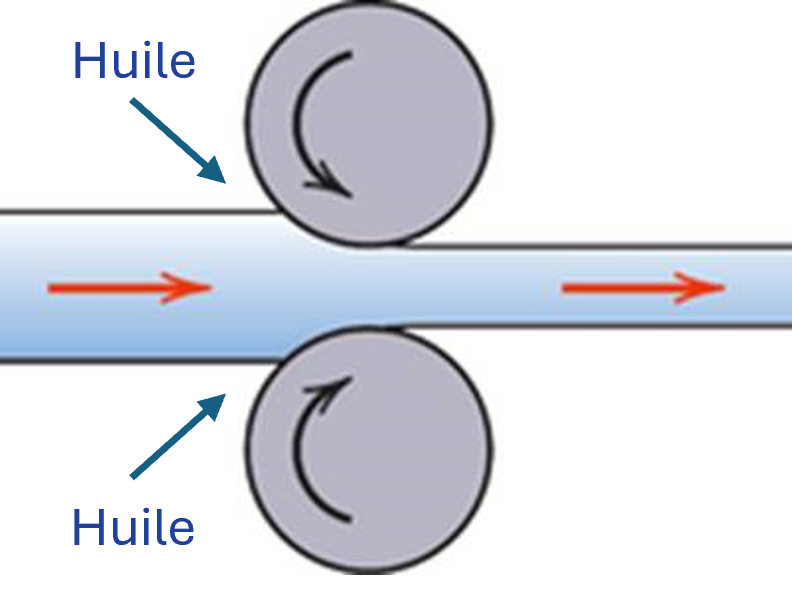
Le mordant du cylindre désigne la zone où la bande de métal pénètre dans l’espace entre deux cylindres de travail en rotation. Pendant le laminage à froid, le matériau subit une déformation plastique due aux forces de compression exercées par les cylindres. La pression dans cette zone est extrêmement élevée et le matériau subit à la fois des contraintes de cisaillement et des contraintes normales lors de son passage.
La zone de morsure du cylindre est cruciale car elle affecte directement la réduction de l’épaisseur, la qualité de la surface et les propriétés mécaniques du matériau laminé. Le lubrifiant présent dans la zone de morsure du cylindre joue un rôle important dans le contrôle de la température et du frottement pendant le processus de déformation. La protection contre l’usure et la bonne qualité de la surface de la bande sont obtenues grâce à un lubrifiant bien conçu avec des additifs soigneusement sélectionnés.
Lubrication
En règle générale, un film d’huile complet entre deux corps assure une lubrification optimale. Le frottement est déterminé par le frottement interne dans l’huile. Les surfaces métalliques ne se touchent pas et il n’y a donc pas de frottement dû à un contact direct. De même, comme il n’y a pas de contact entre les deux surfaces métalliques, il n’y a pas d’usure.

Cependant, une lubrification à film complet ne permet pas le transfert de forces élevées du rouleau de travail à la bande de métal. Par conséquent, la force disponible pour la déformation plastique est insuffisante et la réduction de l’épaisseur de la bande n’est donc pas possible. En outre, le frottement est trop faible pour obtenir l’adhérence souhaitée et si cette lubrification hydrodynamique à film plein se produit lors du laminage à froid, il en résulte un glissement. Une lubrification hydrodynamique à film complet est favorisée par une augmentation de la viscosité et/ou de la vitesse.
Le régime de lubrification souhaité dans le laminage à froid est le régime dit mixte, une combinaison des régimes hydrodynamique et limite. Dans ce régime, un contact métal-métal se produit, généralement au niveau des aspérités à la surface de la bande et du cylindre de travail.

Dans cette zone de lubrification mixte, le contact métal-métal peut conduire à une soudure à froid ou à une usure excessive, ce qui entraîne des défauts de surface. Pour éviter ou réduire ces défauts de surface, une couche de protection moléculaire solide est nécessaire.
Protection des surfaces au niveau moléculaire
Les métaux en tant que tels n’ont pas de surface polaire puisqu’ils ont un nuage d’électrons qui se déplace librement. Toutefois, selon les circonstances, ils peuvent présenter des charges électriques à leur surface. Celles-ci peuvent provenir de diverses sources, notamment la déformation et le frottement. Une fine couche d’oxydation peut également agir comme un dipôle induit, où les unités d’oxyde présentent une certaine polarité, affectant la distribution des charges à la surface.
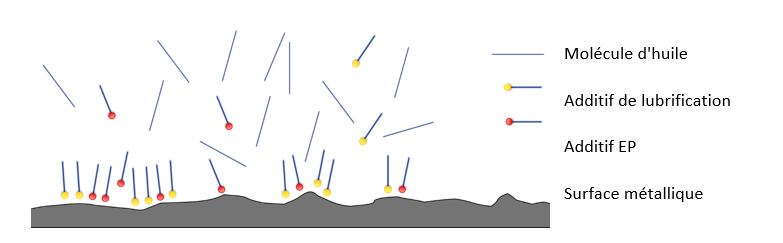
Une huile de laminage à froid de conception optimale contient des additifs spécifiques pour créer une couche de protection moléculaire afin d’empêcher ou de réduire le contact métal-métal entre le cylindre de travail et la bande de métal. En général, les huiles de laminage à froid contiennent des molécules lubrifiantes et des molécules d’extrême pression (EP) à cette fin. En fonction des exigences, il peut s’agir de combinaisons assez simples, mais il est également possible d’appliquer une technologie à plusieurs niveaux.
Ces additifs se composent généralement d’une tête polaire et d’une queue apolaire. La tête polaire est attirée par les charges électriques de la surface du métal. La queue apolaire est très similaire aux molécules d’huile. De par leur nature, ces additifs préfèrent se déplacer vers la surface du métal et la mouiller. Cela contraste avec les molécules d’huile, qui préfèrent rester ensemble plutôt que de mouiller la surface du métal.
Les petites molécules de lubrifiant peuvent se déplacer rapidement vers la surface du métal et assurer le mouillage rapide et homogène nécessaire des surfaces du rouleau de travail et de la bande de métal. Elles assurent ainsi la lubrification initiale et la protection de la surface. Cependant, en cas de forces de laminage plus importantes, elles peuvent ne pas être en mesure de maintenir la protection et c’est là que les molécules de lubrification plus grosses prennent le relais. Ainsi, en fonction des conditions du processus, une technologie d’additifs de lubrification à plusieurs niveaux peut s’avérer nécessaire.
Lorsque les forces de roulement augmentent encore, une attraction plus forte entre les têtes polaires et la surface du métal est nécessaire. Les molécules lubrifiantes sont basées sur la chimisorption et leur pouvoir d’attraction est donc limité. Par conséquent, lorsque les forces de roulement augmentent, les liaisons chimiques sont la solution. Les molécules EP sont capables de former des liaisons chimiques réversibles métal-additif. Les molécules EP ont également des têtes polaires et peuvent initialement agir comme des molécules lubrifiantes. Mais sous l’effet d’une énergie localement élevée (force, température, etc.), elles peuvent réagir avec la surface métallique du cylindre de travail au lieu d’être repoussées. La fine couche d’EP formée est fondamentale pour la protection contre le contact métal-métal à des forces élevées et de nombreux défauts de surface peuvent être réduits ou éliminés grâce à une technologie additive d’EP soigneusement sélectionnée.
Remarques
Q8Oils travaille en étroite collaboration avec ses clients pour améliorer leur processus de laminage à froid grâce à des compositions d’huile personnalisées. Une partie importante des améliorations est la compréhension correcte des laminoirs à froid, des paramètres de fonctionnement et des autres étapes de l’ensemble du processus. L’optimisation de chaque laminoir à froid séparément peut permettre d’obtenir les meilleures performances et la meilleure productivité.
Pour plus d’informations, veuillez contacter notre équipe de laminage à Q8Oils.











")
")
")
")





































 on screen with website. Focus on center-left of phone display.")













































































































































")



















































