

The rolling speed in cold rolling is crucial for both productivity and the quality of the strip. It’s evident that rolling speeds have increased over time. There are currently cold rolling mills capable of rolling at speeds of up to 1,200 m/min (3,937 feet/min). Therefore, cold rolling oils need to be adapted to these high speeds. The relationship between the oil and rolling speed is studied because traditional oil technologies are generally designed to operate at speeds up to 800 m/min (2,625 feet/min).
The ideal lubrication regime, in oil-lubricated machines such as engines and hydraulic systems, is hydrodynamic lubrication. This involves the separation of surfaces by the lubricant, resulting in minimal friction and no contact between different surfaces. For cold metal rolling, the ideal lubrication regime is a mixed regime. The mixed lubrication regime generates sufficient abrasion (metal-to-metal contact) to ensure a high-quality surface finish but prevents adhesion or sticking of the strip to the rolling cylinder. Maintaining friction at an optimal level is a major challenge, and Q8Oils has conducted research on the relationship between lubrication and high-speed rolling. Using new technologies, Q8Oils continuously develops new cold rolling oils to meet the latest requirements.
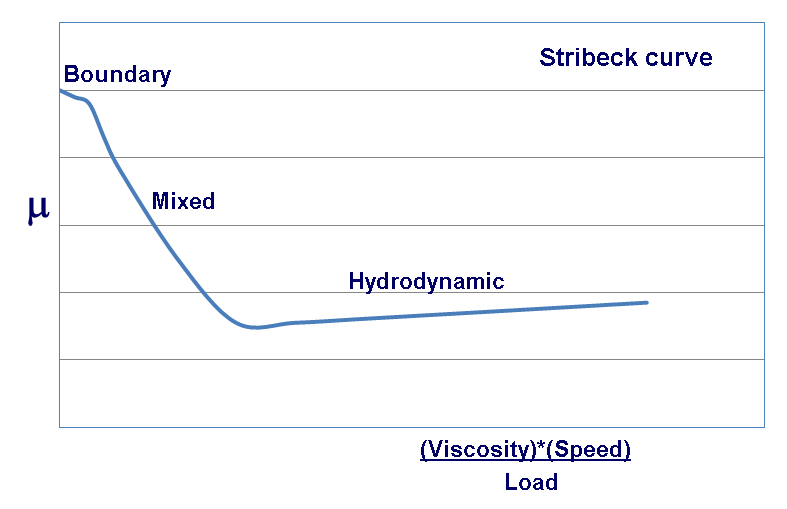
The Stribeck curve below illustrates the relationship between the friction coefficient (µ), the viscosity of cold rolling oil (Ƞ), the load (Fn), and the speed (v).
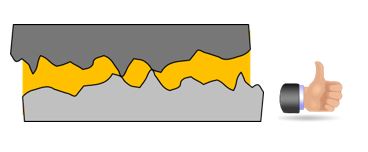
Hydrodynamic lubrication system and mixed lubrication system
In hydrodynamic lubrication, the oil completely separates the friction surfaces, and there is no metal-to-metal contact (no abrasion), resulting in a dull surface condition. The thickness of the oil film (h) increases with the roughness of the surface (R) [h >> R]. The internal fluid friction determines the tribological behavior of the fluid.

Hydrodynamic Lubrication
Mixed Lubrication Regime
Boundary lubrication regime
As rolling speed increases, the risk of transitioning from a boundary lubrication to hydrodynamic lubrication becomes much higher. Hydrodynamic lubrication can lead to quality problems in cold metal rolling, such as a dull surface, slipping (skidding marks), and reduced reduction.
In the mixed lubrication regime, the oil film thickness is approximately equal to the surface roughness [h ≈ R]. Viscosity, viscosity-pressure coefficient, and the elasticity coefficient of the metal surface are the main factors.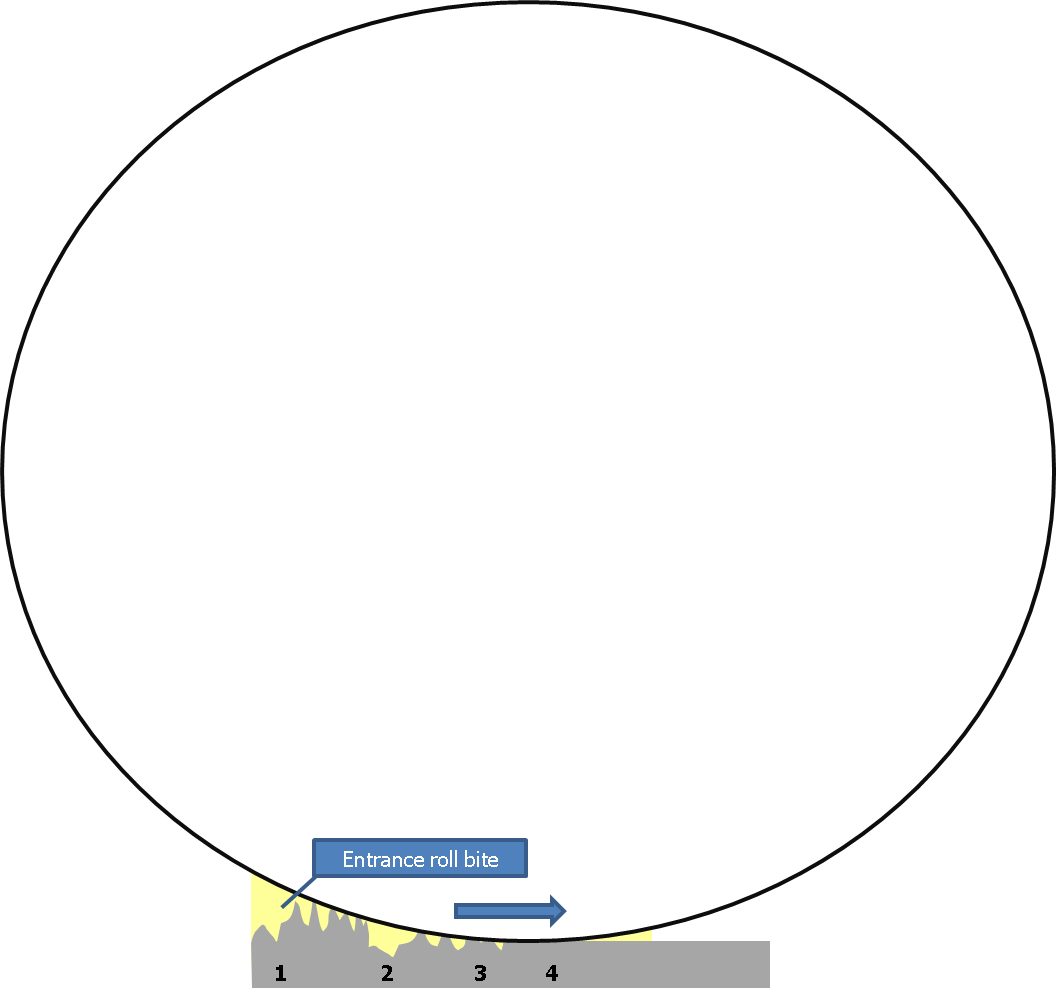
A boundary lubrication regime is characterized by the following three points:
1. Friction surfaces are in contact at the asperities.
2. The hydrodynamic effects of the oil or the rheological characteristics of bulk oil do not significantly influence the tribological properties.
3. Interactions in the contact zone between the friction surfaces and the lubricant dominate the tribological properties.
An ideal mixed lubrication system
In an ideal mixed zone:
1. The strip enters the engagement of the rolls. The strip’s roughness is typical.
2. Grooves are extended.
3. Grooves are compressed.
4. Grooves are reduced = smooth and shiny surface.
When rolling is performed with hydrodynamic lubrication, the metal surfaces are completely separated, and there is much more oil in the roll engagement:
1. The strip enters the engagement of the rolls. The strip’s roughness is typical.
2. Grooves are extended.
3. Grooves are filled with rolling oil.
4. Grooves remain open because oil is in the grooves = dull surface.
When hydrodynamic lubrication occurs in the roll engagement, the rolling force increases to compensate for the reduction in power.
Therefore, in the case of high-speed rolling, it is essential to understand the influence of formulation, including the types of additives, their concentration, and friction. All of these elements affect the Stribeck curve and the oil film thickness during the rolling operation.
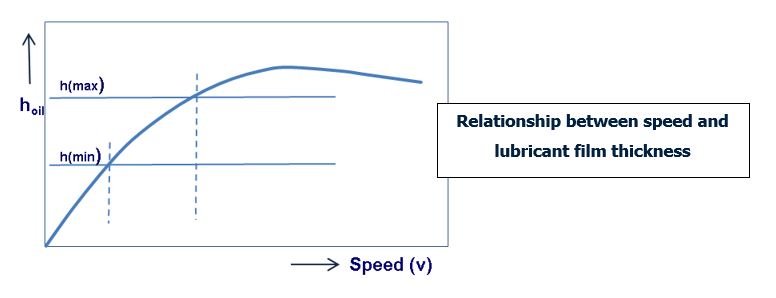
The graph above shows that the zone where the oil film thickness is optimal (hmin – hmax) will produce sufficient abrasion to reduce the strip and produce a shiny surface. This means that the asperities of the rolling cylinder must be in contact with the asperities of the strip to reduce its thickness and ensure a good-quality finish.
In the zone preceding hmin (low-speed rolling), the oil concentration in the roll engagement is low, and the oil film thickness is not sufficient to protect the metal-to-metal contact. In the zone above hmax, the film becomes too thick, leading to hydrodynamic lubrication.
Research in the field of high-speed cold rolling is only possible if Q8Oils can measure the friction coefficient at high speeds. The equipment is unique in simulating the friction behavior of cold rolling oils at speeds up to 1,200 m/min (3,937 feet/min). Using our existing products as a basis, research with new additives at different concentrations has led to new cold rolling oils with superior lubricating power and performance under extreme pressures.







")



























































































